防靜電PP板施工注意事項
在電子、半導體、醫藥等對靜電敏感的行業,
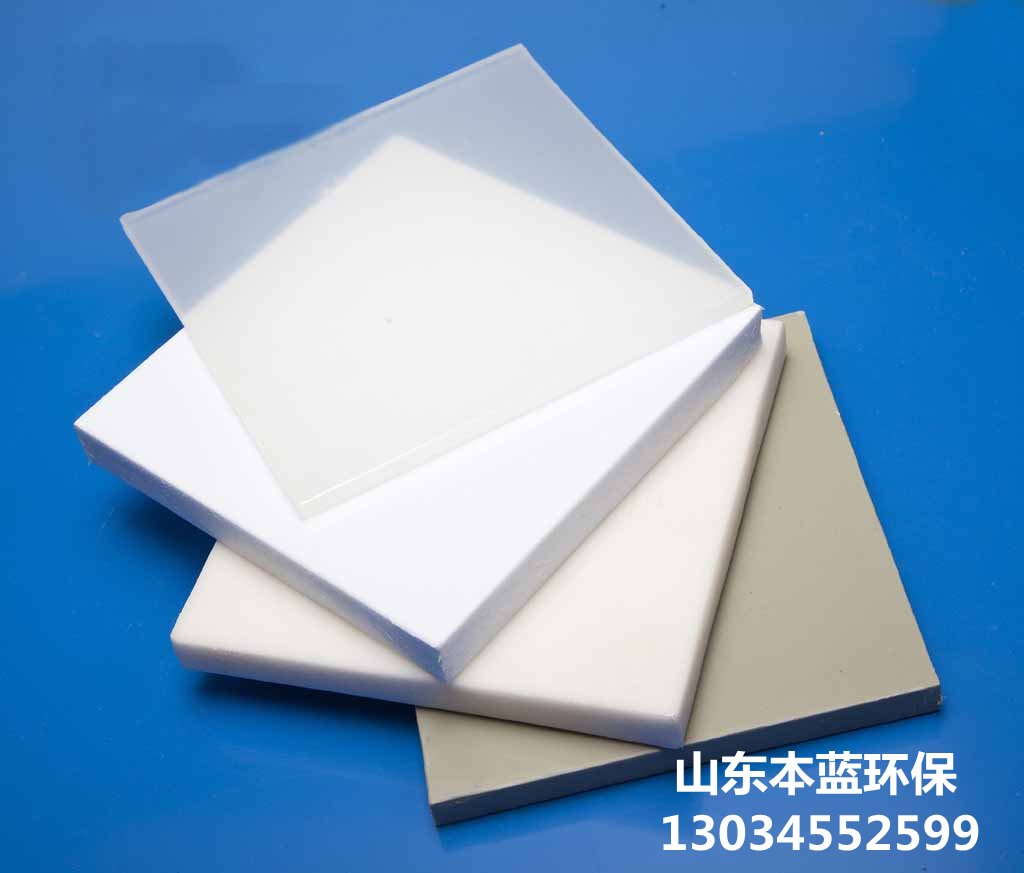
防靜電PP板因其***異的防靜電性能和化學穩定性,成為地面、墻面及設備襯里的理想材料。然而,施工過程中若操作不當,可能導致防靜電性能失效或工程質量問題。以下是詳細的施工注意事項,幫助確保工程安全高效完成。
一、施工前準備
1. 環境要求
確保施工區域干燥、通風,溫度控制在1530℃,濕度低于70%。潮濕環境易導致PP板吸濕變形,影響粘接強度。
避免在粉塵較多的環境中施工,防止顆粒污染表面。
2. 基層處理
基層需平整、堅固,無裂縫、起砂現象。使用打磨機清理表面雜質,并用吸塵器徹底清潔。
對于不平整的基層,需用環氧砂漿修補找平,確保誤差≤2mm/2m。
3. 材料檢查
核對防靜電PP板的規格、厚度是否符合設計要求,檢查板材是否有劃痕、變形或變色。
測試防靜電性能:使用表面電阻測試儀檢測,確保電阻值在10^610^9Ω范圍內。
4. 工具與輔料準備
專用膠水(如環氧樹脂膠)、焊條、切割工具(激光切割機或圓鋸)、刮板、壓輥等。
輔助材料包括清潔劑(丙酮或酒精)、脫模劑、接地端子等。
二、施工過程關鍵步驟
1. 板材切割與預鋪
根據現場尺寸***測量,預留35mm伸縮縫。切割時保持邊緣平直,避免毛刺。
預鋪時注意板材方向一致性,減少色差,并留出踢腳線、管道穿墻等***殊部位的裁剪余量。
2. 涂膠與粘貼
采用“雙涂雙貼”工藝:在基層和板材背面均勻涂抹專用膠水,待指觸不粘手時(約58分鐘)進行貼合。
從中心向四周趕壓,排除氣泡,接縫處預留12mm縫隙用于后續焊接。
3. 焊接工藝
使用熱風焊槍或自動焊機,溫度控制在200250℃。焊條材質需與板材匹配,焊接深度為板材厚度的2/3。
焊縫應連續、均勻,無虛焊、漏焊。焊接后切除多余焊條,并用刮刀修整。
4. 接地系統安裝
在墻角或指定位置安裝銅箔網格(間距≤60cm),通過導線連接至接地端子。
接地電阻需≤1Ω,施工完成后進行導通測試,確保整個防靜電網絡有效。
三、質量控制要點
1. 防靜電性能檢測
每100㎡至少選取3個點測試表面電阻,不合格區域需更換板材或重新焊接。
定期抽查接地系統的連續性,尤其在雨季或溫差較***時。
2. 物理性能驗收
檢查板材平整度(誤差≤3mm/2m)、接縫高低差(≤0.5mm)。
進行耐酸堿測試:滴加5%鹽酸或氫氧化鈉溶液,24小時后無膨脹、變色。
四、常見問題解決
起泡或空鼓:因膠水未干透或壓力不足,需局部加熱加壓,必要時重新粘貼。
焊縫開裂:調整焊接溫度或速度,清除舊焊條后重新焊接。
接地不***:檢查導線連接是否松動,增加接地極數量。
五、維護與保養
日常清潔使用中性洗滌劑,禁止使用鋼絲球或強酸強堿溶劑。
每年進行一次全面防靜電檢測,及時修復破損部位。
重物搬運時避免直接拖拽,建議使用橡膠輪推車。
通過嚴格遵循上述流程,可確保防靜電PP板發揮***性能,延長使用壽命,同時滿足潔凈車間、實驗室等高標準場所的安全需求。







 聯系廠家
聯系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部